![]()

|
基本配置
一、產品(pǐn)描述
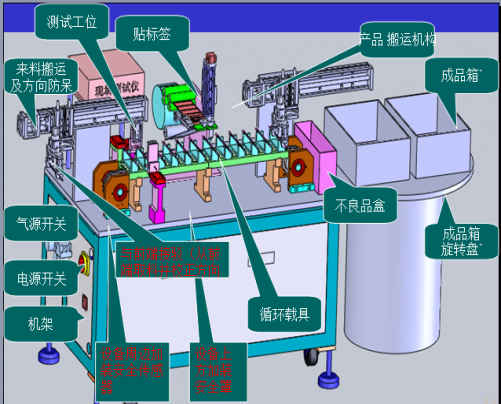
1. 人工將熱風OK產品放入定位治具------設備(bèi)送料運行------有料(liào)檢測(同時進行(háng)方向(xiàng)判斷及位置檢測)-------取料(liào)工位有料等待後端取料(無料接著走(漏放產品(pǐn)))
2. 通過(guò)後端測試機上搬運機構將其搬運至循環載具上(方向錯(cuò)誤(wù)旋轉),載(zǎi)具移(yí)動一個工位,並觸(chù)發測試儀(yí)進行測試,(增加熱縮管漏裝檢測)判斷產品OK後(hòu)打(dǎ)印標簽紙(zhǐ),(不(bú)良品放入不良品(pǐn)盒)
3. 將測試OK 的產品搬運至(zhì)貼標工位(可裝載4000張標簽(qiān)、減少更換貼標紙時(shí)間,提高設(shè)備(bèi)運行效率),通過貼(tiē)標工站進行貼標簽。
4. 成品(pǐn)裝箱(通過伺(sì)服模組,依次順(shùn)序擺放)及計數。
注:1) 設備采用氣動及伺服方式實現產品搬運(yùn)移動,簡(jiǎn)單小巧(節省空間)且(qiě)維護保養方便。
2) 電氣通過PLC控製。
二、設備特點
2.1 整機要求
2.1.1 整體要求:設備需要符合人機工(gōng)程(chéng)學,方(fāng)便工人操作,能(néng)夠電檢含有(yǒu)熱縮管(一端或兩端)的支路和不含熱縮管的(de)支(zhī)路。
2.1.2 外(wài)觀要(yào)求:設備外觀不得(dé)有變形、劃傷。自動電檢、裝箱機台要求整(zhěng)體穩固,外部鈑金件需要(yào)進行烤(kǎo)漆處(chù)理,機加工件需要做必(bì)要的防鏽處理(lǐ)。
2.2 安全防護要求
2.2.1 整體要求:設備需要有安全防護裝置,同時需要(yào)保證(zhèng)操(cāo)作(zuò)員工有足夠的工作空間。
2.2.2 防護罩固(gù)定方式(shì):做成上下可移動或開門型(xíng)方式。
2.3 功能要求
2.3.1 設(shè)備電檢(jiǎn)工序:設(shè)備能滿足指定支路自動正確電檢,並對電(diàn)檢過程中出現的下述指定失效模(mó)式能自動識別: 支路方(fāng)向錯誤、漏套熱縮管(支路(lù)任一端)、電檢打印機輸出的標(biāo)簽和電檢的實(shí)物支路不一致、漏貼標簽(qiān),標簽位置不正確(貼標精度,對折(shé)誤(wù)差 X向<3mm;Y向<0.5mm;支路位置誤差(chà) <3mm ); 機械手抓傷導線。
2.3.2 設備裝箱工序:設備(bèi)須能對支路自動計(jì)數,並在達到指定數量支路時提供信號提示功能,對於出現不良品支路的情況能夠自動識別(bié),並報(bào)警,支路數(shù)量使用LED顯(xiǎn)示屏進(jìn)行(háng)輸入和顯示。
2.3.3 裝箱台:裝箱台(tái)能同(tóng)時放置本公司指定成品箱(已給供應商)兩(liǎng)個,同(tóng)時在第一個成品箱放置指定(dìng)數量時,裝箱台能自動識別提醒(xǐng),並自動進行180度旋(xuán)轉將空置成品箱(xiāng)放置在裝箱工序,當兩個成(chéng)品箱都放(fàng)置指定數(shù)量後,如果沒(méi)有進行成品箱更(gèng)換,設備需報警並停止生產,在裝箱台的每個成(chéng)品(pǐn)箱都(dōu)需有固定工裝保護,同(tóng)時在裝箱台旋轉時(shí)成品箱不能出現晃動情況,不能有肉眼可(kě)見的任何移動情況產生。
2.3.4 設備傳動:設備采用履帶上放置固定支路(lù)工裝的模式進行連續周轉;傳送的速度需達到6----9s一根。 支路的固(gù)定工裝須保證支路在設(shè)備中不(bú)會出現損傷,工裝拐角部(bù)分不需進行適當圓角處理 。
2.3.5 設備使(shǐ)用器材的要求:設備的PLC需使用三菱公司產品;設備其他器材須使用名牌(pái)(經(jīng)國家認證的馳名商標)產品(pǐn),並且盡量使用國標規定的規格和尺寸產品。
電氣原器件廠(chǎng)商(shāng):日本三菱,日(rì)本歐姆龍,鬆下。上海長江。台灣亞德克
2.3.6 設備的電檢(jiǎn)探測(cè)和貼標簽機(jī)構 電檢探測機構為一個20±1mm的麵進行探測,不能為一個點進行探測;貼標簽機構(gòu)以能滿足NK1,NB1支路粘貼正確為前提,並且貼標拔頭(tóu)須可拆卸更換。
2.3.7 設(shè)備(bèi)的操(cāo)作說明書需要包含(hán)自動(dòng)操作和手動操作兩部分操(cāo)作說明書,對於手動操作說明(míng)書需要提供每個單步操(cāo)作的具體說明,同時設(shè)備出現相應的(de)故障時,能夠在相應的LED顯(xiǎn)示屏中顯示故障代碼,代碼能(néng)在說明書中故障可能的原因(yīn)。
2.3.8 支路如發生不(bú)良後(hòu),機械手會把不良品放入不良盒中並需報(bào)警提(tí)示,如報(bào)警不消除則無法進行下個批次生(shēng)產!消除報警,須鑰匙複位,報(bào)警使用三色燈+蜂鳴器。
產品視頻
上一(yī)篇| 按鍵功能自動測試機
下一篇| 網絡接口自動測試組裝機



